

【jdb电子游戏平台网站
网】摘要:VP-2310螺杆干式真空泵为碳八抽提苯乙烯装置核心设备之一,共三台,型号为VPS-P1500,均为从韩国进口设备。本文阐述了VP-2310真空泵在运行过程中出现的振动大、过载保护停机、机械密封频繁泄漏等现象,继而导致螺杆弯曲变形,真空泵不能正常工作。通过对真空泵解体检查,对转子受力和热变形情况进行分析计算,得出主要故障原因为:真空泵入口瞬时大量带液导致液击;介质里含有大量易聚合烃类物质,受热聚合粘结螺杆体表面碳化。经过分析,可以通过以下方式改善真空泵运转状况,提高运转周期:一、在泵入口增加带有除沫器的气液分离罐,以避免真空泵入口带液导致液击过载停机;二、将缸体冷却管线由出口气体自冷却改为外接氮气冷却,增强高真空度条件下机体内部散热条件,降低机体内部工作温度,以阻止热聚合物粘结螺杆体表面碳化发生,防止冷却管线被聚合物堵塞而失去冷却作用;三、定期用抽余油浸泡清理真空泵和出口消音器内聚合物,防止聚合物长期积累导致转子摩擦;四、在泵体排气端加装温度探测系统,超高温度停机,防止超高温导致螺杆变形问题发生。五、核心零部件、备件国产化,降低维修成本。
1、前言
碳八抽提苯乙烯装置VP-2310螺杆干式真空泵为装置的核心设备之一,主要用于保持各分离单元系统负压工况。在实际运转过程中,VP-2310A/B/C工作介质带液情况时有发生,且烃类物质聚合严重,泵运行一段时间后便出现振动大、超电流、机械密封泄漏等故障。
1.1VP-2310真空泵简介
VP-2310选用型号为VPS-P1500的双螺杆干式真空泵,从韩国进口。螺杆干式真空泵是干式真空泵家族中的一员。所谓干式真空泵,一般认为能在大气压到10-2Pa的压力范围内工作。在泵的抽气流道中,不能有任何油类和液体,排气与大气或火炬等后系统相通,能连续向后系统中排气的泵,也叫无油真空泵。干式螺杆真空泵是利用一对螺杆在泵体内高速反向旋转而产生吸气和排气的抽气设备,具有占地少,辅助系统简单,运转平稳,噪音低,振动小,工作腔内无需油润滑、操作维护方便等优点,可以用于抽除介质内含有大量可凝气体及少量粉尘的工况。但由于螺杆加工精度高,国内使用的干式真空泵大多为进口,无论是整泵还是备件,价格都十分昂贵,使得维修成本较高。以下是VP-2310的结构示意图(图1.1)和技术参数表(表1.1)。


1.2 螺杆干式真空泵工作原理
与螺杆jdb电子游戏平台网站
相似,螺杆干式真空泵的工作过程分为吸气、压缩和排气三个过程。随着转子的旋转,每对相互啮合的齿相继完成相同的工作循环。
1、吸气过程
图1.2展示了螺杆干式真空泵的吸气过程。由排气端向吸气端查看,主螺杆顺时针方向旋转,从螺杆逆时针方向旋转,上方为吸气端,下方为排气端。

图中a所示为吸气过程即将开始,在这一时刻,这一对齿前段型线完全啮合,且即将与吸气口连接。随着转子开始转动,由于齿的一端逐渐脱离啮合而形成了齿面空间,这个空间体积随着转子转动而逐渐扩大,在其内部形成了短时真空,而此空间与吸气口直接相连,因此气体在压差作用下进入其中,如图b中所示阴影部分。图中c为吸气结束位置,其显著特点是齿面空间达到z*大值,空间与吸气口断开,吸气过程结束。
2、压缩及排气过程过程
图1.3展示了螺杆干式真空泵压缩及排气过程。由排气端向吸气端查看,主螺杆逆时针方向旋转;从螺杆顺时针方向旋转,上方为吸气端,下方为排气端。

图中d为压缩过程开始,随着转子的旋转,齿面空间由于齿的逐渐啮合而不断变小,被密封在齿面空间里的气体体积也随之减小,压力升高,从而实现气体的压缩过程,一直持续到过程e,齿面空间与排气口连通之前。在进入过程f时,齿面空间与排气口连通,气体由于压差的作用逐渐由排气口排出,直至过程e,排气过程结束。
从上述工作原理可以看出,螺杆干式真空泵是一种容积式泵,气体压缩靠容积的变化来实现,而容积的变化又借助螺杆泵的一对转子在气缸内做回转运动来达到。它的容积在变大和缩小的同时,其空间位置也在变化。
目前螺杆干式真空泵转子主要形式有五种,分别为单头等螺距矩形螺纹转子、单头等螺距梯形螺纹转子、单头变螺距梯形螺纹转子、单头等螺距凹面转子和双边对称圆弧型线转子。VP-2310采用的是单头变螺距梯形螺纹转子,转子结构如图1.4所示。

单头变螺距梯形螺纹转子主要特点为螺杆螺距从吸气端到排气端按变螺距系数变化,大导程一端为吸入端。开始时吸气量较大,在两转子运转过程中,封闭腔体越来越小,气体被压缩,具有内压缩作用,即边输送边压缩,能够降低整个系统的排气压缩功耗,并对发生在排气口的喘振现象有抑制作用,使机泵运转更加稳定,降低振动和噪音。
2、VP-2310真空泵常见故障及原因分析
2.1常见故障
2014年9月至2015年1月期间,VP-2310三台螺杆干式真空泵共出现7次故障,具体故障时间及故障现象如表2.1所示。

由表2.1可以看出,真空泵的主要故障现象为振动剧烈,排液口可见大量液体,齿轮箱润滑油乳化,电流升高。解体后螺杆表面附着大量黑色聚合物,螺杆和缸体表面磨损较为明显。图2.1、2.2、2.3分别为转子表面出现的磨损、缸体表面出现的磨损和转子表面附着的聚合物。



2.2原因分析
2.2.1 真空泵入口带液
VP-2310真空泵入口介质主要为C8烃、空气和水蒸汽的混合气,根据现场实际情况,该真空泵的吸入介质从塔顶采出到进入VP-2310入口需要经过100多米长的管线,介质在经过这段管线的过程中温降比较大,在这个过程中部分气相(主要是水蒸气)液化,液体集中在真空泵入口管线的某个低点,当管内积液达到一定程度,液相将被吸入真空泵,导致真空泵短时间内大量带液。工艺技术人员在做工艺流程调节的过程中,由于误操作或者阀门内漏,也有可能导致真空泵短时间内大量带液。主要造成两方面影响:
①当干式螺杆真空泵两螺杆进入图1.3中过程d时,气体介质开始被压缩,在达到过程e的前一瞬间,压力达到z*大值。然而当介质变为液体时,由于液体的不可压缩性,在d-e过程中,随着齿面空间的变小,封闭的齿面空间内会产生巨大的压力,两螺杆发生挠曲变形,与缸体发生撞击,加之进入液体温度较低,直接作用于已变形的热转子,使转子挤压变形量冷却定形,直接后果就是转子和缸体磨损严重,转子发生不可逆的弯曲损坏,动平衡被打破,振动变大。下面就带液情况下真空泵螺杆受力情况进行分析。
真空泵单个螺杆受力情况可简化为如图2.4所示。

A、B两点分别代表固定端和自由端轴承,F代表螺杆所受作用力,作用于螺杆C处,l为螺杆长度,a、b分别表示作用力与A、B两点距离。
轴在A、B两端的垂直约束力分别为:

AC段弯矩方程:

CB段弯矩方程:

已知挠曲线近似微分方程为:
分别以x1和(x2-a)为自变量对公式2.2.1积分,结果如下:
AC段:


CB段:



由于轴弯曲后的挠曲线应为光滑连续的曲线,因此交点C处的两个转角方程2.2.3和2.2.6、两个挠度方程2.2.4和2.2.7应该分别相等,即:



求得:
将端点坐标(0,0)和(l,0)分别带入式2.2.4和2.2.7中,得:


分别带入式2.2.3、2.2.4、2.2.6、2.2.7得:




z*大挠度:先研究AC段,轴的z*大挠度应在 处,带入式2.2.8解得:
处,带入式2.2.8解得:

当a>b时,由上式可看出x1值小于a,因此z*大挠度点出现在AC段。将x1值带入式2.2.9解得:

由式2.2.12可看出,b值越小,x1值越大,z*大挠度点离轴中点距离越远,z*大挠度与中点挠度差值越大。在极端情况下,b值趋于0,从式2.2.12和2.2.13可解得:


而轴中心点挠度为:

在这种极端情况下, 相差不到3%,因此,无论集中力F作用在什么位置,均可用轴中心点挠度值来近似计算z*大挠度值,即:
相差不到3%,因此,无论集中力F作用在什么位置,均可用轴中心点挠度值来近似计算z*大挠度值,即:

轴的抗弯刚度EI为常数,轴长l为固定值,因此z*大挠度与作用在轴垂直方向上的力成正比。由于缸体与转子之间间隙只有z*大0.45mm,且只要轴弯曲z*大挠度大于间隙,转子与缸体就会发生接触,因此假定 =0.45mm。
=0.45mm。
已知转子螺杆处轴径为d=0.1m,可由下列计算公式算得贯性矩:

已知真空泵转子材质为45#钢,可查得其弹性模量为210GPa,因此轴的抗弯刚度EI为:

真空泵在运转过程中,泵内转子的温度将达到160℃左右,而缸体因为冷冻水(-2℃)冷却的原因,温度与室温相近(约为20~30℃)。由于温差的存在,实际运转时,转子轴向上会产生热胀。查得45#钢在20~200℃下的膨胀系数c为12.32×10-6,已知转子原始长度为1100mm,通过公式计算出:

由于Δl实际值远小于转子原始长度,因此可以忽略不计。
由式2.2.14可得:
实测螺杆z*末端螺纹距约为l1=0.2m,因此压强P为:

压强P为245882Pa,即约为0.246MPa。也就是说只要转子间压力达到或超过0.246MPa,转子与缸体就会发生接触。而实际情况中,由于液体的不可压缩性,真空泵带液时,两螺杆在出口端旋转压缩所产生的压强是远大于0.246MPa的,因此转子与缸体之间会发生剧烈碰撞导致磨损。由此可知,真空泵带液确实是转子撞击缸体进而产生振动和磨损的主要原因之一。
②带液后,真空泵出口压力骤增,远远超过出口端唇封和机封的耐受极限,液体穿过唇封和机封进入齿轮箱,直接后果就是唇封和机封发生损坏。之后物料气和液不断的进入齿轮箱,齿轮箱内润滑油不断被污染,造成同步齿轮及滚动轴承润滑不良,逐渐出现磨损,同时齿轮箱压力升高,无法通过换油解决,只能更换唇封、机械密封和轴承。图2.5为损坏唇封、机封静环和轴承。

2.2.2 介质含有大量易聚合烃类物质
(1)由于介质里含有大量烃类物质,长期运行过程中,烃类物质聚合物会逐渐附着在真空泵转子表面,真空泵两个转子间、转子与缸体间的间隙会不断缩小。VP-2310真空泵在设计时有一根由真空泵出口冷却器至缸体的自冷却管线,主要起到冷却缸体内部的作用。实际运转过程中,由于出口气相中含有聚合物,长时间运转后聚合物堵塞了自冷却管线,自冷却管线失去了对缸体内部的冷却作用。
由VP-2310真空泵的随机资料中可查询,真空泵两个转子原始高低点间隙d1为0.4mm,转子与缸体之间的间隙d2为0.45mm。当真空泵在设计状态下运转,随着运转温度上升,两螺杆之间的高低点间隙和螺杆高点与缸体间隙(如图2.5所示)会逐渐缩小,在达到某一个温度点T(实测为160℃左右)时,压缩气体产生的热量Q1与气体通过真空泵所携带出的热量Q2、冷冻水带走的热量Q3会达到平衡,温度不再上升,此时两螺杆间的间隙d1'和螺杆与缸体间隙d2'计算如下:

 ——转子径向热变形量
——转子径向热变形量
 ——材料热膨胀系数
——材料热膨胀系数
 ——叶轮直径
——叶轮直径
 ——运转后转子达到的温度
——运转后转子达到的温度
 ——转子初始温度
——转子初始温度

由材料手册查得45#钢的热胀系数为13.09×10-6(20~300℃),叶轮直径D为340mm,T为160℃,T0取室温 25℃。由公式2.2.10可得:

转子两端变形量为总变形量Δ的一半,即0.2825mm。

而由于聚合物的不断附着,导致两螺杆之间的间隙会进一步缩小,当间隙的凸点大于0.1175mm时,两螺杆开始摩擦。随着聚合物附着增多,摩擦面积加大,摩擦热成为泵体内部温度增高重要热源,局部摩擦高温使局部聚合物碳化,摩擦挤压又进一步使碳化聚合物在螺杆表面的粘合紧密度增强,聚合物脱落量愈来愈少,聚合面越来越大。如此过程循环,导致泵系统过载、螺杆变形、磨损等问题交替并发,直至泵系统失效。

当d1'为0时,即Δ=0.8mm,温度T为:

当d2'为0时,即Δ=0.9mm,温度T为:

而由于碳化聚合物挤压滞留在螺杆表面,挤占了部分间隙,因此实际局部接触温度要远高于计算温度。在实际运转中,实测在真空泵缸体内温度达到190~195℃时,缸体振动值开始变大,达到200℃时,可以听见明显的摩擦声,振动值进一步变大,当温度接近210℃时,电机过流跳闸。
由以上计算和实际温度值及拆解观察具体摩擦部位颜色可推测:在缸体内温度达到190℃前,两螺杆因其上面碳化聚合物附着已发生摩擦,摩擦热加剧了泵体内部温度进一步升高,继而产生摩擦挤压面进一步增大,螺杆发生挤压挠曲变形,向外弯曲,与缸体发生接触,真空泵振动和声音变大,电流升高。当温度接近210℃时,螺杆与缸体剧烈摩擦,螺杆旋转阻力过大,电机超电流跳闸。
同时,烃类聚合物不可能非常均匀的附着在转子上,不均匀的质量分布势必会导致转子的质量偏心,影响转子动平衡,也是真空泵发生振动的诱因。
(2)烃类聚合物不仅会聚集在转子上,还会附着在真空泵出口消音器内。随着聚合物的积累,逐渐变窄的出口通道导致真空泵排气不畅,压力逐渐升高。当聚合物积累达到一定程度堵塞消音器时,真空泵出口将会憋压,当压力高于25kpa(出口压力联锁值)时,真空泵联锁停机。图2.7中橘黄色曲线显示出口压力缓慢上升,z*终达到联锁值,图2.8显示真空泵出口消音器内聚合物。


3、解决方案
3.1恢复磨损
由于螺杆发生了不可逆的弯曲变形,外壳内部拉伤凹损面积较大,校正螺杆、更正外壳内部拉伤成为采取其他改进措施前的基础。我们采取了分别车小螺杆外径2mm、螺杆轴径铣小1mm,激光熔镀增补螺杆外径3mm、增补螺杆轴径2mm。然后,螺杆外圆磨到原尺寸,螺杆内轴铣到原尺寸,密封型线手工复原工艺,外壳内部采用直接激光熔镀修补凹损面,航磨恢复工艺,修复参数如初。
3.2 VP-2310入口增加气液分离罐
在气相进入真空泵之前,增加一个入口气液分离罐,可以有效防止真空泵入口短时大量带液的情况。流程示意图如图3.1所示。
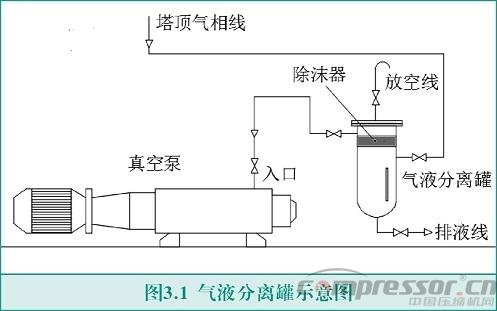
如图,如果入口管线有积液,液体会s*先进入气液分离罐。当气液分离罐液位较高时,关闭分离罐出入口阀门,打开排液线和放空阀,排净液体。气液分离罐上部装有除沫器,主要作用是分离气体中夹带的液滴,降低水含量。
3.3将冷却线改为外接氮气冷却
配置一根装有调压阀和流量调节阀的氮气管线至缸体冷却线接口,替代原来的自冷却线。通过调压阀控制氮气压力低于25kPa,利用流量调节阀调节流量,防止真空泵出口超压连锁。这样做可以有效的避免聚合物堵塞冷却管线,有效控制真空泵缸体内温升。
3.4使用适当溶剂去除聚合物
定期使用溶剂对运转时间超过一定时间的真空泵进行浸泡,以有效去除附着在转子上的聚合物。主要使用的溶剂为制苯装置抽余油,主要成分为粗己烷,实践证明抽余油对聚合物有很好的溶解作用。同时定期拆除真空泵出口消音器,利用高压水清理内部聚合物,以防止真空泵出口憋压。
3.5在泵体排气端加装温度探测系统
在泵体排气端加装温度探测系统,设置停机温度值为185摄氏度,以杜绝超高温度使核心部件螺杆不可逆变形问题发生。
3.6 备件国产化,降低维修成本
通过与物装中心沟通,在国内寻找到了有经验和资质的厂家对VPS-P1500型号真空泵备件进行了测绘,实现了单台设备易损备件88.9%的国产化,有效降低了真空泵维修材料成本,减少了备件到货周期。组织运保中心人员参与观摩真空泵解体检修过程,并独立完成了VP-2310真空泵的7次故障检修,大大降低了真空泵维修人工成本,提高了维修的及时性。表3.1为VPS-P1500型号真空泵进口与国产备件价格对照表。

由表3.1可以看出,国产化之后备件的总价格仅为进口备件总价格的1/10左右。
4、改造后实际效果
2015年初,按照上述方案对VP-2310进行了改造。经过半年多的运转,实际效果非常明显。增加入口气液分离罐后,真空泵运转平稳,没有再出现带液情况;用抽余油对每台连续运转超过1个月的真空泵进行浸泡,同时利用高压水对出口消音器进行冲洗,并将自冷却改为外接氮气冷却,效果比较好,出口压力和缸体温度控制稳定,振动值平稳,没有再出现超电流跳闸现象。在泵体排气端加装温度探测系统,新增温度连锁,设置连锁温度值为185摄氏度,杜绝了超高温度使核心部件螺杆不可逆变形问题发生。在真空泵维修和备件国产化以后,有效降低了维修成本,在VP-2310螺杆干式真空泵的7次故障中,共计节约材料成本约100万元,节约人工成本18.2万元。
5、总结
通过对VP-2310真空泵常见故障的原因分析和计算,找出了真空泵故障原因,并通过相关改造措施,实现了真空泵现阶段的平稳运转。得出的主要结论为:
(一)介质带液对干式螺杆真空泵稳定运转影响较大,会导致异常振动、转子磨损及密封损坏等后果。在真空泵入口增加气液分离罐,可以有效避免真空泵入口带液。
(二)介质的化学性质对干式螺杆真空泵长周期运转影响较大,易聚合的介质会导致干式螺杆真空泵超温超压、转子磨损、异常振动。因此在选型时需对介质化学性质进行分析,通过一些方法去除介质中易聚合的成分,并采取有效措施控制真空泵缸体内温度,防止聚合物快速聚合影响真空泵平稳运转,延长干式真空泵使用寿命。
(三)干式螺杆真空泵维修和备件的成功国产化,不仅大大降低了维修成本,对于国内现阶段干式真空泵的研究和发展也起到了积极的促进作用。
参考文献
[1]高振榕译.《螺杆jdb电子游戏平台网站
手册》,机械工业出版社.1985
[2]郭蓓、薛建国等.干式螺杆真空泵研究现状与展望.真空.2009
[3]赵淑红.《材料力学》,化学工艺出版社.2010
[4]文联奎等.《基础数据》(第二版),中国石化出版社.2007
第一作者简介:
王飞,中国石油化工股份有限公司北京燕山分公司设备工程师,毕业于大连
理工大学过程装备与控制工程专业,一直从事化机装备维保工作。
来源:■文/中国石化股份北京燕山分公司 王飞 张颖 陈孝辉 王占华 钟明喜 李淑红
【jdb电子游戏平台网站 网】摘要:VP-2310螺杆干式真空泵为碳八抽提苯乙烯装置核心设备之一,共三台,型号为VPS-P1500,均为从韩国进口设备。本文阐述了VP-2310真空泵在运行过程中出现的振动大、过载保护停机、机械密封频繁泄漏等现象,继而导致螺杆弯曲变形,真空泵不能正常工作。通过对真空泵解体检查,对转子受力和热变形情况进行分析计算,得出主要故障原因为:真空泵入口瞬时大量带液导致液击;介质里含有大量易聚合烃类物质,受热聚合粘结螺杆体表面碳化。经过分析,可以通过以下方式改善真空泵运转状况,提高运转周期:一、在泵入口增加带有除沫器的气液分离罐,以避免真空泵入口带液导致液击过载停机;二、将缸体冷却管线由出口气体自冷却改为外接氮气冷却,增强高真空度条件下机体内部散热条件,降低机体内部工作温度,以阻止热聚合物粘结螺杆体表面碳化发生,防止冷却管线被聚合物堵塞而失去冷却作用;三、定期用抽余油浸泡清理真空泵和出口消音器内聚合物,防止聚合物长期积累导致转子摩擦;四、在泵体排气端加装温度探测系统,超高温度停机,防止超高温导致螺杆变形问题发生。五、核心零部件、备件国产化,降低维修成本。
1、前言
碳八抽提苯乙烯装置VP-2310螺杆干式真空泵为装置的核心设备之一,主要用于保持各分离单元系统负压工况。在实际运转过程中,VP-2310A/B/C工作介质带液情况时有发生,且烃类物质聚合严重,泵运行一段时间后便出现振动大、超电流、机械密封泄漏等故障。
1.1VP-2310真空泵简介
VP-2310选用型号为VPS-P1500的双螺杆干式真空泵,从韩国进口。螺杆干式真空泵是干式真空泵家族中的一员。所谓干式真空泵,一般认为能在大气压到10-2Pa的压力范围内工作。在泵的抽气流道中,不能有任何油类和液体,排气与大气或火炬等后系统相通,能连续向后系统中排气的泵,也叫无油真空泵。干式螺杆真空泵是利用一对螺杆在泵体内高速反向旋转而产生吸气和排气的抽气设备,具有占地少,辅助系统简单,运转平稳,噪音低,振动小,工作腔内无需油润滑、操作维护方便等优点,可以用于抽除介质内含有大量可凝气体及少量粉尘的工况。但由于螺杆加工精度高,国内使用的干式真空泵大多为进口,无论是整泵还是备件,价格都十分昂贵,使得维修成本较高。以下是VP-2310的结构示意图(图1.1)和技术参数表(表1.1)。
1.2 螺杆干式真空泵工作原理
与螺杆jdb电子游戏平台网站
相似,螺杆干式真空泵的工作过程分为吸气、压缩和排气三个过程。随着转子的旋转,每对相互啮合的齿相继完成相同的工作循环。
1、吸气过程
图1.2展示了螺杆干式真空泵的吸气过程。由排气端向吸气端查看,主螺杆顺时针方向旋转,从螺杆逆时针方向旋转,上方为吸气端,下方为排气端。
图中a所示为吸气过程即将开始,在这一时刻,这一对齿前段型线完全啮合,且即将与吸气口连接。随着转子开始转动,由于齿的一端逐渐脱离啮合而形成了齿面空间,这个空间体积随着转子转动而逐渐扩大,在其内部形成了短时真空,而此空间与吸气口直接相连,因此气体在压差作用下进入其中,如图b中所示阴影部分。图中c为吸气结束位置,其显著特点是齿面空间达到z*大值,空间与吸气口断开,吸气过程结束。
2、压缩及排气过程过程
图1.3展示了螺杆干式真空泵压缩及排气过程。由排气端向吸气端查看,主螺杆逆时针方向旋转;从螺杆顺时针方向旋转,上方为吸气端,下方为排气端。
图中d为压缩过程开始,随着转子的旋转,齿面空间由于齿的逐渐啮合而不断变小,被密封在齿面空间里的气体体积也随之减小,压力升高,从而实现气体的压缩过程,一直持续到过程e,齿面空间与排气口连通之前。在进入过程f时,齿面空间与排气口连通,气体由于压差的作用逐渐由排气口排出,直至过程e,排气过程结束。
从上述工作原理可以看出,螺杆干式真空泵是一种容积式泵,气体压缩靠容积的变化来实现,而容积的变化又借助螺杆泵的一对转子在气缸内做回转运动来达到。它的容积在变大和缩小的同时,其空间位置也在变化。
目前螺杆干式真空泵转子主要形式有五种,分别为单头等螺距矩形螺纹转子、单头等螺距梯形螺纹转子、单头变螺距梯形螺纹转子、单头等螺距凹面转子和双边对称圆弧型线转子。VP-2310采用的是单头变螺距梯形螺纹转子,转子结构如图1.4所示。
单头变螺距梯形螺纹转子主要特点为螺杆螺距从吸气端到排气端按变螺距系数变化,大导程一端为吸入端。开始时吸气量较大,在两转子运转过程中,封闭腔体越来越小,气体被压缩,具有内压缩作用,即边输送边压缩,能够降低整个系统的排气压缩功耗,并对发生在排气口的喘振现象有抑制作用,使机泵运转更加稳定,降低振动和噪音。
2、VP-2310真空泵常见故障及原因分析
2.1常见故障
2014年9月至2015年1月期间,VP-2310三台螺杆干式真空泵共出现7次故障,具体故障时间及故障现象如表2.1所示。
由表2.1可以看出,真空泵的主要故障现象为振动剧烈,排液口可见大量液体,齿轮箱润滑油乳化,电流升高。解体后螺杆表面附着大量黑色聚合物,螺杆和缸体表面磨损较为明显。图2.1、2.2、2.3分别为转子表面出现的磨损、缸体表面出现的磨损和转子表面附着的聚合物。
2.2原因分析
2.2.1 真空泵入口带液
VP-2310真空泵入口介质主要为C8烃、空气和水蒸汽的混合气,根据现场实际情况,该真空泵的吸入介质从塔顶采出到进入VP-2310入口需要经过100多米长的管线,介质在经过这段管线的过程中温降比较大,在这个过程中部分气相(主要是水蒸气)液化,液体集中在真空泵入口管线的某个低点,当管内积液达到一定程度,液相将被吸入真空泵,导致真空泵短时间内大量带液。工艺技术人员在做工艺流程调节的过程中,由于误操作或者阀门内漏,也有可能导致真空泵短时间内大量带液。主要造成两方面影响:
①当干式螺杆真空泵两螺杆进入图1.3中过程d时,气体介质开始被压缩,在达到过程e的前一瞬间,压力达到z*大值。然而当介质变为液体时,由于液体的不可压缩性,在d-e过程中,随着齿面空间的变小,封闭的齿面空间内会产生巨大的压力,两螺杆发生挠曲变形,与缸体发生撞击,加之进入液体温度较低,直接作用于已变形的热转子,使转子挤压变形量冷却定形,直接后果就是转子和缸体磨损严重,转子发生不可逆的弯曲损坏,动平衡被打破,振动变大。下面就带液情况下真空泵螺杆受力情况进行分析。
真空泵单个螺杆受力情况可简化为如图2.4所示。
A、B两点分别代表固定端和自由端轴承,F代表螺杆所受作用力,作用于螺杆C处,l为螺杆长度,a、b分别表示作用力与A、B两点距离。
轴在A、B两端的垂直约束力分别为:
AC段弯矩方程:
CB段弯矩方程:
已知挠曲线近似微分方程为:
分别以x1和(x2-a)为自变量对公式2.2.1积分,结果如下:
AC段:
CB段:
由于轴弯曲后的挠曲线应为光滑连续的曲线,因此交点C处的两个转角方程2.2.3和2.2.6、两个挠度方程2.2.4和2.2.7应该分别相等,即:
求得:
将端点坐标(0,0)和(l,0)分别带入式2.2.4和2.2.7中,得:
分别带入式2.2.3、2.2.4、2.2.6、2.2.7得:
z*大挠度:先研究AC段,轴的z*大挠度应在处,带入式2.2.8解得:
当a>b时,由上式可看出x1值小于a,因此z*大挠度点出现在AC段。将x1值带入式2.2.9解得:
由式2.2.12可看出,b值越小,x1值越大,z*大挠度点离轴中点距离越远,z*大挠度与中点挠度差值越大。在极端情况下,b值趋于0,从式2.2.12和2.2.13可解得:
而轴中心点挠度为:
在这种极端情况下, 相差不到3%,因此,无论集中力F作用在什么位置,均可用轴中心点挠度值来近似计算z*大挠度值,即:
轴的抗弯刚度EI为常数,轴长l为固定值,因此z*大挠度与作用在轴垂直方向上的力成正比。由于缸体与转子之间间隙只有z*大0.45mm,且只要轴弯曲z*大挠度大于间隙,转子与缸体就会发生接触,因此假定=0.45mm。
已知转子螺杆处轴径为d=0.1m,可由下列计算公式算得贯性矩:
已知真空泵转子材质为45#钢,可查得其弹性模量为210GPa,因此轴的抗弯刚度EI为:
真空泵在运转过程中,泵内转子的温度将达到160℃左右,而缸体因为冷冻水(-2℃)冷却的原因,温度与室温相近(约为20~30℃)。由于温差的存在,实际运转时,转子轴向上会产生热胀。查得45#钢在20~200℃下的膨胀系数c为12.32×10-6,已知转子原始长度为1100mm,通过公式计算出:
由于Δl实际值远小于转子原始长度,因此可以忽略不计。
由式2.2.14可得:
实测螺杆z*末端螺纹距约为l1=0.2m,因此压强P为:
压强P为245882Pa,即约为0.246MPa。也就是说只要转子间压力达到或超过0.246MPa,转子与缸体就会发生接触。而实际情况中,由于液体的不可压缩性,真空泵带液时,两螺杆在出口端旋转压缩所产生的压强是远大于0.246MPa的,因此转子与缸体之间会发生剧烈碰撞导致磨损。由此可知,真空泵带液确实是转子撞击缸体进而产生振动和磨损的主要原因之一。
②带液后,真空泵出口压力骤增,远远超过出口端唇封和机封的耐受极限,液体穿过唇封和机封进入齿轮箱,直接后果就是唇封和机封发生损坏。之后物料气和液不断的进入齿轮箱,齿轮箱内润滑油不断被污染,造成同步齿轮及滚动轴承润滑不良,逐渐出现磨损,同时齿轮箱压力升高,无法通过换油解决,只能更换唇封、机械密封和轴承。图2.5为损坏唇封、机封静环和轴承。
2.2.2 介质含有大量易聚合烃类物质
(1)由于介质里含有大量烃类物质,长期运行过程中,烃类物质聚合物会逐渐附着在真空泵转子表面,真空泵两个转子间、转子与缸体间的间隙会不断缩小。VP-2310真空泵在设计时有一根由真空泵出口冷却器至缸体的自冷却管线,主要起到冷却缸体内部的作用。实际运转过程中,由于出口气相中含有聚合物,长时间运转后聚合物堵塞了自冷却管线,自冷却管线失去了对缸体内部的冷却作用。
由VP-2310真空泵的随机资料中可查询,真空泵两个转子原始高低点间隙d1为0.4mm,转子与缸体之间的间隙d2为0.45mm。当真空泵在设计状态下运转,随着运转温度上升,两螺杆之间的高低点间隙和螺杆高点与缸体间隙(如图2.5所示)会逐渐缩小,在达到某一个温度点T(实测为160℃左右)时,压缩气体产生的热量Q1与气体通过真空泵所携带出的热量Q2、冷冻水带走的热量Q3会达到平衡,温度不再上升,此时两螺杆间的间隙d1'和螺杆与缸体间隙d2'计算如下:
——转子径向热变形量
——材料热膨胀系数
——叶轮直径
——运转后转子达到的温度
——转子初始温度
由材料手册查得45#钢的热胀系数为13.09×10-6(20~300℃),叶轮直径D为340mm,T为160℃,T0取室温 25℃。由公式2.2.10可得:
转子两端变形量为总变形量Δ的一半,即0.2825mm。
而由于聚合物的不断附着,导致两螺杆之间的间隙会进一步缩小,当间隙的凸点大于0.1175mm时,两螺杆开始摩擦。随着聚合物附着增多,摩擦面积加大,摩擦热成为泵体内部温度增高重要热源,局部摩擦高温使局部聚合物碳化,摩擦挤压又进一步使碳化聚合物在螺杆表面的粘合紧密度增强,聚合物脱落量愈来愈少,聚合面越来越大。如此过程循环,导致泵系统过载、螺杆变形、磨损等问题交替并发,直至泵系统失效。
当d1'为0时,即Δ=0.8mm,温度T为:
当d2'为0时,即Δ=0.9mm,温度T为:
而由于碳化聚合物挤压滞留在螺杆表面,挤占了部分间隙,因此实际局部接触温度要远高于计算温度。在实际运转中,实测在真空泵缸体内温度达到190~195℃时,缸体振动值开始变大,达到200℃时,可以听见明显的摩擦声,振动值进一步变大,当温度接近210℃时,电机过流跳闸。
由以上计算和实际温度值及拆解观察具体摩擦部位颜色可推测:在缸体内温度达到190℃前,两螺杆因其上面碳化聚合物附着已发生摩擦,摩擦热加剧了泵体内部温度进一步升高,继而产生摩擦挤压面进一步增大,螺杆发生挤压挠曲变形,向外弯曲,与缸体发生接触,真空泵振动和声音变大,电流升高。当温度接近210℃时,螺杆与缸体剧烈摩擦,螺杆旋转阻力过大,电机超电流跳闸。
同时,烃类聚合物不可能非常均匀的附着在转子上,不均匀的质量分布势必会导致转子的质量偏心,影响转子动平衡,也是真空泵发生振动的诱因。
(2)烃类聚合物不仅会聚集在转子上,还会附着在真空泵出口消音器内。随着聚合物的积累,逐渐变窄的出口通道导致真空泵排气不畅,压力逐渐升高。当聚合物积累达到一定程度堵塞消音器时,真空泵出口将会憋压,当压力高于25kpa(出口压力联锁值)时,真空泵联锁停机。图2.7中橘黄色曲线显示出口压力缓慢上升,z*终达到联锁值,图2.8显示真空泵出口消音器内聚合物。
3、解决方案
3.1恢复磨损
由于螺杆发生了不可逆的弯曲变形,外壳内部拉伤凹损面积较大,校正螺杆、更正外壳内部拉伤成为采取其他改进措施前的基础。我们采取了分别车小螺杆外径2mm、螺杆轴径铣小1mm,激光熔镀增补螺杆外径3mm、增补螺杆轴径2mm。然后,螺杆外圆磨到原尺寸,螺杆内轴铣到原尺寸,密封型线手工复原工艺,外壳内部采用直接激光熔镀修补凹损面,航磨恢复工艺,修复参数如初。
3.2 VP-2310入口增加气液分离罐
在气相进入真空泵之前,增加一个入口气液分离罐,可以有效防止真空泵入口短时大量带液的情况。流程示意图如图3.1所示。
如图,如果入口管线有积液,液体会s*先进入气液分离罐。当气液分离罐液位较高时,关闭分离罐出入口阀门,打开排液线和放空阀,排净液体。气液分离罐上部装有除沫器,主要作用是分离气体中夹带的液滴,降低水含量。
3.3将冷却线改为外接氮气冷却
配置一根装有调压阀和流量调节阀的氮气管线至缸体冷却线接口,替代原来的自冷却线。通过调压阀控制氮气压力低于25kPa,利用流量调节阀调节流量,防止真空泵出口超压连锁。这样做可以有效的避免聚合物堵塞冷却管线,有效控制真空泵缸体内温升。
3.4使用适当溶剂去除聚合物
定期使用溶剂对运转时间超过一定时间的真空泵进行浸泡,以有效去除附着在转子上的聚合物。主要使用的溶剂为制苯装置抽余油,主要成分为粗己烷,实践证明抽余油对聚合物有很好的溶解作用。同时定期拆除真空泵出口消音器,利用高压水清理内部聚合物,以防止真空泵出口憋压。
3.5在泵体排气端加装温度探测系统
在泵体排气端加装温度探测系统,设置停机温度值为185摄氏度,以杜绝超高温度使核心部件螺杆不可逆变形问题发生。
3.6 备件国产化,降低维修成本
通过与物装中心沟通,在国内寻找到了有经验和资质的厂家对VPS-P1500型号真空泵备件进行了测绘,实现了单台设备易损备件88.9%的国产化,有效降低了真空泵维修材料成本,减少了备件到货周期。组织运保中心人员参与观摩真空泵解体检修过程,并独立完成了VP-2310真空泵的7次故障检修,大大降低了真空泵维修人工成本,提高了维修的及时性。表3.1为VPS-P1500型号真空泵进口与国产备件价格对照表。
由表3.1可以看出,国产化之后备件的总价格仅为进口备件总价格的1/10左右。
4、改造后实际效果
2015年初,按照上述方案对VP-2310进行了改造。经过半年多的运转,实际效果非常明显。增加入口气液分离罐后,真空泵运转平稳,没有再出现带液情况;用抽余油对每台连续运转超过1个月的真空泵进行浸泡,同时利用高压水对出口消音器进行冲洗,并将自冷却改为外接氮气冷却,效果比较好,出口压力和缸体温度控制稳定,振动值平稳,没有再出现超电流跳闸现象。在泵体排气端加装温度探测系统,新增温度连锁,设置连锁温度值为185摄氏度,杜绝了超高温度使核心部件螺杆不可逆变形问题发生。在真空泵维修和备件国产化以后,有效降低了维修成本,在VP-2310螺杆干式真空泵的7次故障中,共计节约材料成本约100万元,节约人工成本18.2万元。
5、总结
通过对VP-2310真空泵常见故障的原因分析和计算,找出了真空泵故障原因,并通过相关改造措施,实现了真空泵现阶段的平稳运转。得出的主要结论为:
(一)介质带液对干式螺杆真空泵稳定运转影响较大,会导致异常振动、转子磨损及密封损坏等后果。在真空泵入口增加气液分离罐,可以有效避免真空泵入口带液。
(二)介质的化学性质对干式螺杆真空泵长周期运转影响较大,易聚合的介质会导致干式螺杆真空泵超温超压、转子磨损、异常振动。因此在选型时需对介质化学性质进行分析,通过一些方法去除介质中易聚合的成分,并采取有效措施控制真空泵缸体内温度,防止聚合物快速聚合影响真空泵平稳运转,延长干式真空泵使用寿命。
(三)干式螺杆真空泵维修和备件的成功国产化,不仅大大降低了维修成本,对于国内现阶段干式真空泵的研究和发展也起到了积极的促进作用。
参考文献
[1]高振榕译.《螺杆jdb电子游戏平台网站
手册》,机械工业出版社.1985
[2]郭蓓、薛建国等.干式螺杆真空泵研究现状与展望.真空.2009
[3]赵淑红.《材料力学》,化学工艺出版社.2010
[4]文联奎等.《基础数据》(第二版),中国石化出版社.2007
第一作者简介:
王飞,中国石油化工股份有限公司北京燕山分公司设备工程师,毕业于大连
理工大学过程装备与控制工程专业,一直从事化机装备维保工作。
来源:■文/中国石化股份北京燕山分公司 王飞 张颖 陈孝辉 王占华 钟明喜 李淑红

网友评论
条评论
最新评论